Corte por chorro de agua para correas dentadas: un corte extremadamente limpio y preciso

Corte por chorro de agua para correas dentadas: un corte extremadamente limpio y preciso

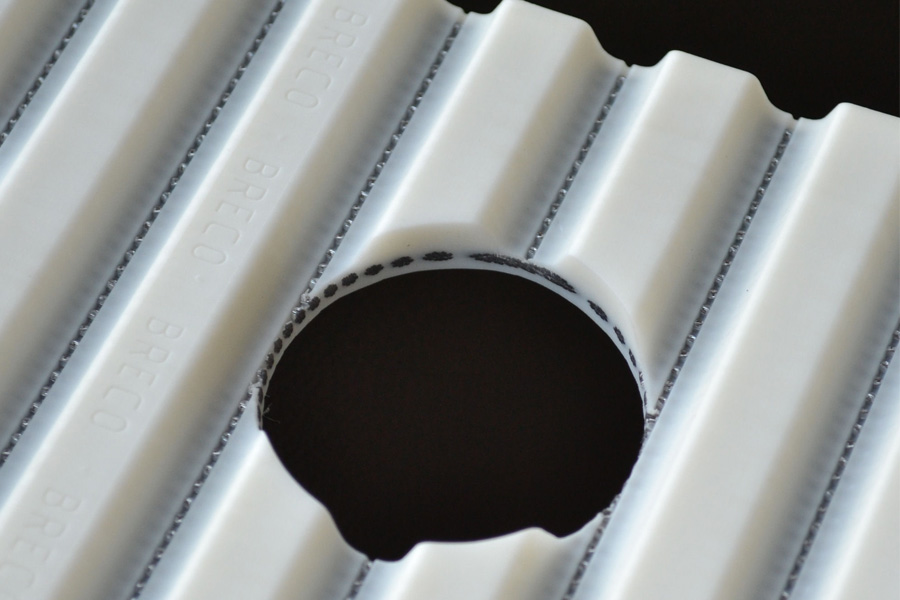
Correa de transporte BRECO® mecanizada con la tecnología de chorro de agua. Foto: BRECO
Las correas dentadas para accionamientos de transporte no son normalmente productos estándar. Alrededor del 70% de las correas dentadas de PU producidas en BRECO se mecanizan conforme a las especificaciones del cliente. El mayor desafío consiste en un acabado flexible y al mismo tiempo económico de las correas dentadas. Un paso importante fue el desarrollo continuo del corte por chorro de agua. Las ventajas: mayor precisión, menores costos, tiempos de entrega más cortos.
Artículo técnico del Dr. Thomas Steinert, Director General de la BRECO Antriebstechnik Breher GmbH & Co. KG
La variedad cada vez mayor de productos en el sector de bienes de consumo exige una mayor flexibilidad en la producción automatizada. Por consiguiente, los accionamientos de transporte por correa dentada que se utilizan allí también deben estar disponibles en una variedad cada vez mayor de variantes. Al mismo tiempo exige la ingeniería mecánica tiempos de entrega más cortos. Sin embargo, el mecanizado de las correas dentadas, como p. ej. la realización de agujeros y contornos, es relativamente largo y costoso, y todo menos trivial, porque se trata de un compuesto de dos materiales completamente diferentes: por un lado, el poliuretano relativamente blando y, por otro lado, los elementos de tracción de acero muy resistentes y duros. BRECO utiliza diferentes procesos de mecanizado en dependencia del cometido.
Taladrado, fresado, punzonado
El mecanizado clásico mediante taladrado y fresado es especialmente adecuado para el PU y se utiliza a menudo para bolsas o cosas similares. Sin embargo, los elementos de tracción en la correa dentada están prohibidos para la fresa. Los finos filamentos desgastarían rápidamente los filos de la fresa y, en casos extremos, se enrollarían alrededor de la fresa y provocarían la rotura de la herramienta. Por esta razón sólo se perfora en las áreas donde no hay elementos de tracción. En comparación con el mecanizado permite el punzonado perforaciones a través del PU y los elementos de tracción. Durante el punzonado tiene lugar una deformación y desplazamiento del plástico blando debido a las altas fuerzas pasivas antes del propio proceso de corte o cizallamiento. Esto se nota particularmente en espesores de pared más grandes debido a un estrechamiento visible en las superficies de corte. Por lo tanto, los contornos punzonados no son tan precisos como los contornos mecanizados. El punzonado es por ejemplo perfecto para unir dos extremos de correa dentada. Con el punzonado, éstos obtienen un contorno similar al de un dedo y después se sueldan entre sí.

El corte por chorro de agua permite contornos con dimensiones muy precisas y superficies de corte especialmente angulosas. También es posible el recubrimiento con poliamida. Foto: BRECO
Corte por chorro de agua
El corte por chorro de agua, en comparación con los procedimientos anteriormente mencionados, ofrece la gran ventaja de que puede cortar cualquier contorno a través de ambos materiales sin costos adicionales de herramientas. Con este procedimiento se eliminan las fuerzas pasivas habituales que resultan inevitables durante el punzonado. Tampoco se forman las rebabas que se producen siempre cuando se mecaniza en el lado de salida de la fresa.
Los contornos tienen dimensiones muy precisas y las superficies de corte son especialmente angulosas. Gracias al rápido secado después del corte y la excelente protección contra la oxidación, la corrosión no es un problema a pesar del contacto con el agua en los elementos de tracción cortados. Los finos filamentos son de acero de alta aleación y están galvanizados individualmente. Hasta ahora no ha habido reclamaciones por corrosión de los elementos de tracción.
Desde el punto de vista tecnológico, el corte por chorro de agua es un proceso de mecanizado excelente, pero lamentablemente también muy costoso con un alto esfuerzo de mantenimiento.
El proceso de mecanizado intermitente limita la eficiencia económica.
Dado que el recorrido de desplazamiento de los ejes X de las máquinas de fresado, taladrado y chorro de agua está limitado, las correas dentadas sólo se pueden mecanizar en secciones de aproximadamente 500 a 750 mm sin necesidad de medios adicionales y en dependencia del tamaño de la mesa de la máquina. Cuando la máquina ha completado el patrón de agujeros, el empleado suelta el dispositivo tensor, mueve manualmente la correa dentada una longitud de mecanizado, tensa de nuevo la correa dentada y comienza el próximo patrón de mecanizado. Es posible que en una correa de PU de 30 metros de longitud se tengan que hacer 1200 agujeros. El desafío especial en el mecanizado de las correas dentadas, ya sea el fresado, taladrado, punzonado o corte con chorro de agua, es el elevado tiempo de preparación en el tiempo total de mecanizado.

Un método, muchas posibilidades: Con el corte por chorro de agua son posibles muchas soluciones nuevas. Foto: BRECO
Proceso de mecanizado continuo para una mayor eficiencia
BRECO ya comenzó hace muchos años la adaptación de las transmisiones por correa dentada especialmente diseñadas en las máquinas de perforación y fresado. Ellas toman la correa dentada de PU a mecanizar. Ésta se ajusta bajo la herramienta en la dirección X según el patrón de taladrado o fresado o el paso. El posicionamiento de la correa dentada a la herramienta se realiza con dispositivos de sujeción dentados o directamente a través de la transmisión por correa dentada. Para el mecanizado del producto por metro finito de BRECO, éste se hace infinito mediante soldadura en un proceso previo y se corta de nuevo después del mecanizado. Por la correa dentada que gira en la máquina no son necesarios el soltado y la sujeción frecuentes y muy lentos, y el proceso de mecanizado se realiza de forma continua hasta el último agujero. Nosotros utilizamos este proceso para el fresado y el taladrado de longitudes de correa de 1,1 m a 32 m. Con un desvío de correa en cascada adicional se puede ampliar la gama hasta 193 m.

El proceso de corte se realiza de forma completamente automática bajo el agua. Las poleas de desvío ajustables amplían la gama de longitudes de correa hasta 14,5 m. Foto: BRECO
Nueva máquina de corte por chorro de agua para el mecanizado de correas dentadas
Para poder ofrecer un mecanizado individual y, al mismo tiempo, lo más económico posible para las correas dentadas BRECO®, BRECO ha trasferido al proceso de chorro de agua la integración de una transmisión para la correa a mecanizar que ya se utiliza con éxito desde hace años en el mecanizado. Lamentablemente no fue posible una reconstrucción de las máquinas de corte por chorro de agua disponibles en el mercado, por lo que fue necesario un nuevo desarrollo con un fabricante de máquinas especiales. El cambio deseado a una transmisión por correa que funcione bajo el chorro de agua conllevó al problema de diseño de que el tramo inferior no debe ser alcanzado por el chorro de agua. Esto se puede solucionar guiando, por un lado, la correa hacia arriba alrededor del cabezal de corte y, por otro lado, mediante una placa de desgaste entre el tramo superior y el inferior, que "intercepta" el chorro de agua. Un estudio realizado con antelación nos demostró que las longitudes de correa pequeñas y medianas se deben mecanizar con especial frecuencia mediante corte por chorro de agua. Por lo tanto, la realización de una longitud mínima de correa lo más pequeña posible era especialmente importante. La guía de la transmisión por correa encima del cabezal de corte habría llevado a longitudes mínimas de unos 2,5 m. Por eso, nos decidimos por la solución con la placa de desgaste. Para el menor tiempo posible para el cambio a otro perfil de correa dentada se posiciona la correa dentada con un servoaccionamiento. Un desvío de correa ajustable amplía la longitud de correa máxima a considerablemente 14,5 m. No obstante, la longitud mínima es de sólo 1,1 m.

Debajo de la correa dentada en el área del cabezal de corte hay una placa de desgaste inclinada, que desvía el chorro y evita por lo tanto que el chorro de agua alcance el tramo inferior. Foto: BRECO
Menos costos y más precisión
Con la máquina nueva se pueden reducir considerablemente los costos de corte para una gran cantidad de agujeros. El tiempo de mecanizado de la correa dentada ilustrada con una longitud de unos 6 m se pudo reducir en aproximadamente un 70% en la máquina nueva en comparación con el procedimiento intermitente en una máquina de corte por chorro de agua convencional. La nueva máquina se está utilizando con mucho éxito. BRECO puede utilizar el corte por chorro de agua automatizado para una gama muy amplia de correas y reducir los costes de producción. Dado que también se reducen los tiempos de producción, BRECO supone que los plazos de entrega de las correas dentadas de PU con un alto esfuerzo de mecanizado se puedan reducir en aproximadamente una semana.
Garbsen, el 24-08-2022
Mulco-Europe EWIV

