Vattenskärning för kuggremmar: Ett extremt rent och exakt snitt

Vattenskärning för kuggremmar: Ett extremt rent och exakt snitt

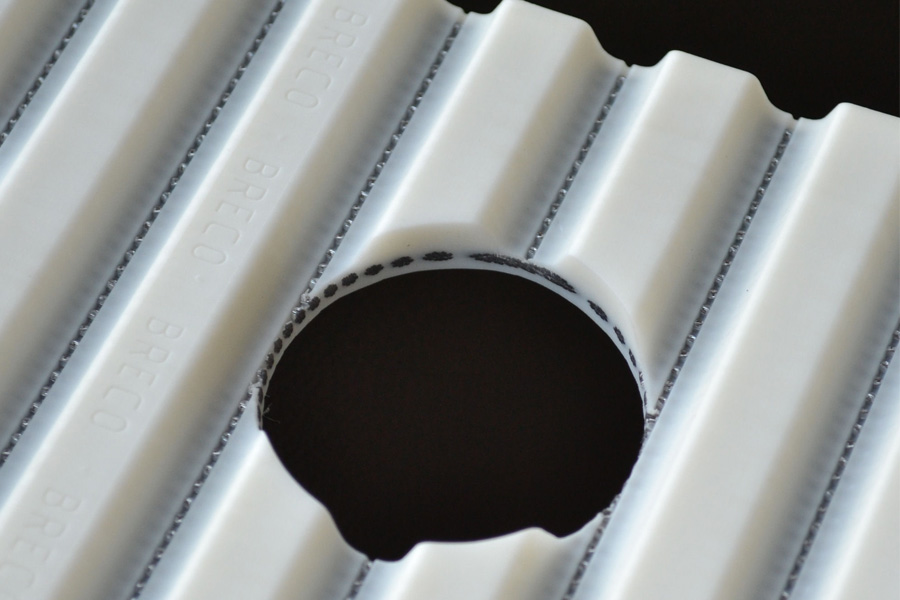
BRECO®-transportrem som har bearbetats med vattenskärningsteknik. Foto: BRECO
Kuggremmar för transporttransmissioner är i regel ingen standardprodukt. Ungefär 70 % av alla PU-kuggremmar som produceras av BRECO bearbetas enligt kundspecifikationer. Den största utmaningen består i att realisera en flexibel men ändå ekonomisk slutbearbetning av kuggremmarna. Ett viktigt steg var vidareutvecklingen av vattenskärningen. Fördelarna: Högre precision, lägre kostnader, kortare leveranstider.
Fackartikel av Dr. Thomas Steinert, VD vid BRECO Antriebstechnik Breher GmbH & Co. KG
Den tilltagande mångfalden av olika produkter inom segmentet med konsumtionsvaror kräver en förbättrad flexibilitet inom den automatiserade produktionen. Följaktligen måste även de kuggremsdrivna transporttransmissioner som kommer till användning vara tillgängliga i en allt större variantmångfald. Samtidigt kräver maskinindustrin allt kortare leveranstider. Bearbetningen av kuggremmar, t.ex. borrnings- och konturarbeten, är samtidigt relativt tids- och kostnadskrävande och allt annat än trivialt. Denna bearbetning omfattar en kombination av två helt olika material: Å ena sidan rör det sig om relativt mjuk polyuretan, å den andra sidan de högfasta och ganska hårda armeringarna av stål. Beroende av aktuell arbetsuppgift tillämpar BRECO olika bearbetningsmetoder.
Borrning, fräsning, stansning
Den klassiska skärande bearbetningen med borrning och fräsning är särskilt lämpade för PU och tillämpas ofta för fickor och liknande. Men samtidigt är armeringarna i kuggremmen tabu för fräsen. De fina filamenten sliter ner fräsens skär inom kort tid. I extremfall riskerar de dessutom att lindas om fräsen med följd att verktyget förstörs. Av denna anledning utförs borrningar endast inom segment utan armeringar. Jämfört med skärande bearbetning kan stansning användas till genombrott genom PU och armeringarna. Vid stansning leder de höga passivkrafterna före den egentliga skärnings- eller kapningsprocessen till att det mjuka plastmaterialet deformeras och trängs undan. Detta blir märkbart främst vid större väggtjocklekar med en synlig avsmalning vid skärytorna. Stansade konturer är därför inte så exakta som de som framställts med skärande bearbetning. Stansning är lämplig t.ex. för anslutning av två kuggremsändar. Med stansning får dessa en fingerliknande kontur och svetsas därefter samman.

Med vattenskärning kan mycket måttexakta konturer och särskilt vinkeltrogna skärytor uppnås. En beläggning med polyamid är dessutom möjlig. Foto: BRECO
Vattenskärning
Jämfört med de metoder som nämnts ovan erbjuder vattenskärning fördelen att den kan skära valfria konturer genom båda material utan extra verktygskostnader. Om denna metod tillämpas förekommer inga normala konventionella passivkrafter, som annars inte kan undvikas vid stansning. Även grader bildas inte - dessa uppstår annars alltid vid fräsens utgångssida vid skärande bearbetning.
Konturerna är mycket måttexakta och skärytorna uppvisar rätt vinklar. Tack vare den snabba torkprocessen efter snittet och det enastående rostskyddet är korrosion inget problem trots att vatten har kommit i kontakt med de uppskurna armeringarna. De fina filamenten består av höglegerat stål och är förzinkade var för sig. Hittills har vi inte tagit emot några reklamationer på grund av korrosion på armeringar.
Teknologiskt sett är vattenskärning en enastående men samtidigt mycket dyrbar bearbetningsmetod med stort underhållsbehov.
En intermittent bearbetningsprocess begränsar effektiviteten
Eftersom körsträckan för X-axlar i fräs-, borr- och vattenskärmaskiner är begränsad, kan endast kuggremmar mellan ca 500 till 750 mm bearbetas utan ytterligare hjälpmedel beroende på maskinbordets storlek. Om maskinen redan har kört igenom hålbilden ska medarbetaren lossa på spännanordningen. Medarbetaren lägger om kuggremmen manuellt med en bearbetningslängd, spänner in remmen igen och startar sedan nästa bearbetningsbild. Det kan förekomma att upp till 1200 hål behöver göras i en PU-rem med 30 meters längd. Den särskilda utmaningen vid bearbetning av kuggremmar – vare sig fräst, borrad, stansad eller skuren med vattenstråle – består i den stora andelen riggningstid av den totala bearbetningstiden.

En metod, flera möjligheter: Vattenskärning leder till många nya lösningsansatser. Foto: BRECO
En kontinuerlig bearbetningsprocess för bättre effektivitet
Hos BRECO har man redan för många år sedan börjat med att anpassa speciellt konstruerade kuggremstransmissioner till borr- och fräsmaskiner. Dessa tar upp PU-kuggremmarna som är avsedda för bearbetning. Denna taktas omlöpande under verktyget i X-riktning med hänsyn till aktuell borr- eller fräsbild resp. delningen. Kuggremmen positioneras mot verktyget antingen med kuggade nedhållare eller direkt med kuggremstransmissionen. För bearbetning av ändlig BRECO-metervara svetsas denna till ändlöst skick i en förpositionerad process och delas sedan på nytt efter bearbetningen. Eftersom kuggremmen löper cirkulerande i maskinen behöver remmen inte spännas in ofta, vilket även skulle ta mycket tid. Bearbetningsprocessen löper kontinuerligt fram till sista borrhålet. Denna metod tillämpar vi för fräs- och borrbearbetning vid remlängder mellan 1,1 m och 32 m. Med en extra påbyggbar och kaskaderande remomlänkning kan detta spektrum utökas till maximalt 193 m.

Skärprocessen utförs helautomatiskt med vatten. De justerbara brytrullarna utökar remmarnas längdspektrum till max. 14,5 m längd. Foto: BRECO
Nyutvecklad vattenskärmaskin för bearbetning av kuggremmar
För att kunna erbjuda en individuell och ändå ekonomisk bearbetning av BRECO®-kuggremmar, har BRECO överfört den rembearbetande transmissionen som sedan flera år tillbaka varit integrerad i skärande bearbetning till bearbetningsmaskinen för en vattenskärningsprocess. Det var tyvärr inte möjligt att bygga om vattenskärmaskiner som finns på marknaden, vilket innebar att en ny maskin utvecklades i samarbete med en tillverkare av specialmaskiner. Den avsedda omställningen till en remtransmission som löper förbi en vattenstråle ledde konstruktivt sett till problemställningen att underparten inte får träffas av vattenstrålen. Detta problem kunde lösas dels med remlöpning ovanför skärhuvudet, dels med en slitageplatta mellan ovan- och underpart som ”fångar upp” vattenstrålen. En studie som genomfördes i förväg visade att kortare och medellånga remlängder särskilt ofta måste bearbetas med vattenskärning. Av denna anledning var det särskilt viktigt att kunna bearbeta en så kort minsta remlängd som möjligt. Styrningen av remdriften ovanför skärhuvudet hade lett till minimilängder kring ca 2,5 m. Därför bestämde vi oss för lösningen med slitageplattan. För att begränsa tiden för omriggning till en ny kuggremsprofil, positioneras kuggremmen med en servodrift. En justerbar remomlänkning utökar den maximala remlängden till imponerande 14,5 m. Minimilängden är fortfarande endast 1,1 m.

Under kuggremmen vid skärhuvudet finns en snett monterad slitageplatta som styr strålen och därmed förhindrar att underparten träffas av vattenstrålen. Foto: BRECO
Lägre kostnader och högre precision
Med den nya maskinen kan skärkostnaderna för ett stort antal hål sänkas signifikant. På den nya maskinen kunde bearbetningstiden för kuggremmen som visas med ca 6 m längd sänkas med ungefär 70 % jämfört med en intermittent metod på en konventionell vattenskärmaskin. Den nya maskinen är mycket framgångsrik i drift. BRECO kan dra fördel av den automatiserade vattenskärningen för ett mycket stort remspektrum och se till att kunderna får del av de lägre produktionskostnaderna. Eftersom slutresultatet även består av kortare produktionstider, utgår BRECO ifrån att leveranstiderna för PU-kuggremmar som kräver intensiv bearbetning kan reduceras med ungefär en vecka.
Garbsen, 2022-08-24
Mulco-Europe EWIV

